
Metro Refrigeration Industries: Leaders in Liquid Ammonia Pump Solution and Industrial Ammonia Refrigeration System Technologies.

Metro Refrigeration Industries, a trusted name in industrial ammonia refrigeration, has set benchmarks in delivering cutting-edge solutions for various industries worldwide. With decades of experience, we take pride in our national and international presence, backed by our commitment to excellence and the adoption of Indo-American technology. Our comprehensive product line includes state-of-the-art ammonia refrigeration compressors, Liquid NH3 pump, canned pumps, air cooling units, ammonia valves, bunker coils, and more.
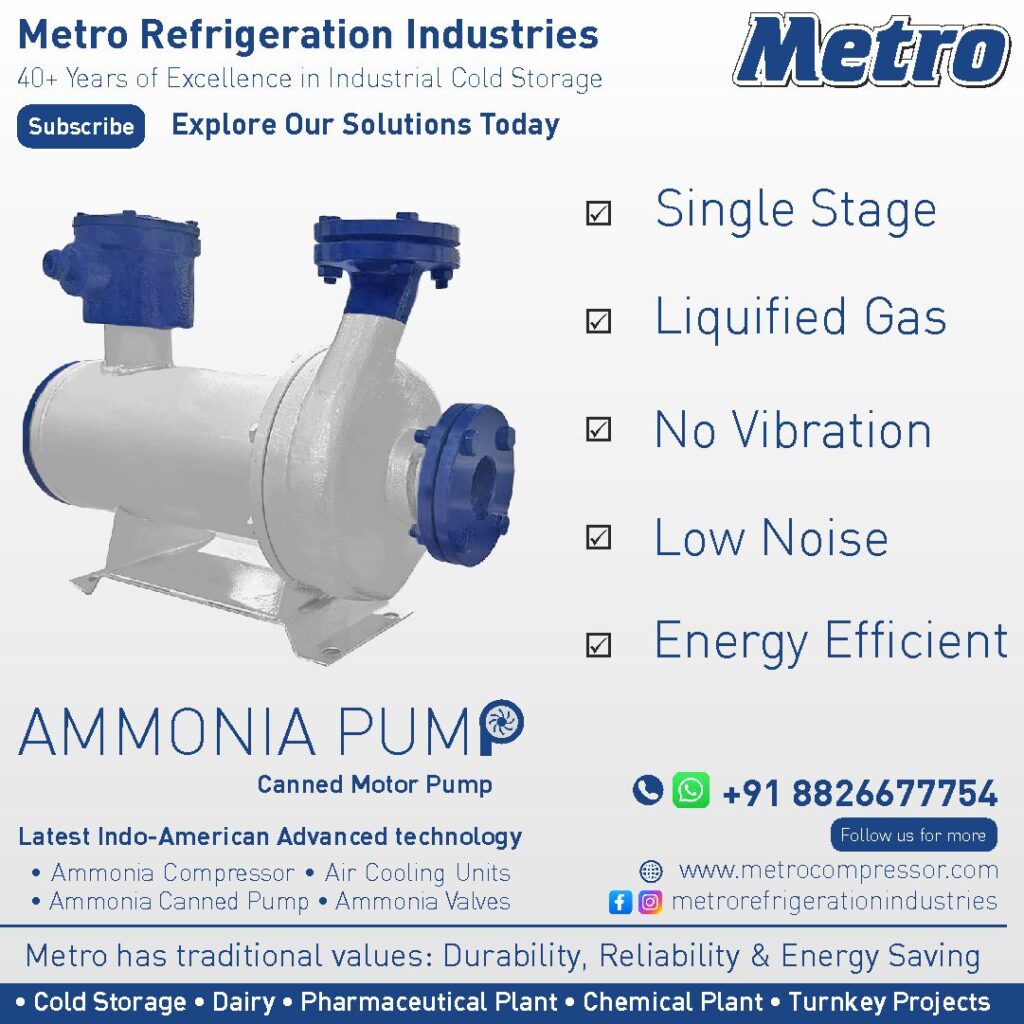
Ammonia Pumps: Revolutionizing Industrial Ammonia Refrigeration System
Ammonia pumps are critical for efficient and reliable ammonia refrigeration systems. At Metro Refrigeration Industries, we offer a wide range of ammonia pumps designed to meet diverse industrial needs. Let’s dive deeper into their working principles, features, types, and applications.

Ammonia Pump Working Principle
Ammonia pumps operate by creating a differential pressure that ensures the continuous flow of ammonia in refrigeration systems. The ammonia pump working principle involves the movement of liquid ammonia through a closed-loop system, maintaining optimal pressure and temperature conditions. This ensures seamless operation in ammonia liquid pump recirculation systems and ammonia pump out systems.

Ammonia Pump Uses and Applications
Our liquid ammonia pumps are versatile and find applications in various industries, including:
Cold Storage: Ensuring the preservation of perishable goods.
Food and Beverage: Efficient cooling in food processing and beverage manufacturing.
Pharmaceuticals: Temperature-controlled storage for medicines and vaccines.
Chemical Plants: Handling and transfer of liquid ammonia in industrial processes.

Ammonia Pump Types:
Metro Refrigeration Industries provides various liquid ammonia pump types to cater to different industrial requirements:
High-Pressure Ammonia Pumps: Designed for demanding applications.
Ammonia Transfer Pumps: Ideal for liquid ammonia transfer.
Ammonia Dosing Pumps: Ensures precise dosing in systems.
Vertical Canned Pumps: Known for their compact design and high efficiency.
Hermetic Ammonia Pumps: Sealed for leak proof operation.
Liquid Ammonia Pump
Specialized pump used in industrial ammonia refrigeration systems to circulate liquid ammonia efficiently. It ensures consistent flow and pressure, facilitating optimal heat exchange in processes like cooling and freezing. These liquid ammonia pumps are designed for high reliability, energy efficiency, and safe operation in industrial ammonia based refrigeration systems, commonly used in industries like cold storage, food processing, and chemical plants.
Liquid Ammonia Pump: Key Features
- Purpose: Circulates liquid ammonia in industrial refrigeration systems for effective cooling and freezing.
- Design: Engineered for high reliability and durability under demanding conditions.
- Efficiency: Ensures consistent flow and pressure, optimizing energy usage.
- Applications: Widely used in cold storage, food processing, dairy, chemical plants, and other refrigeration-heavy industries.
- Safety: Designed to handle ammonia safely, minimizing risks of leaks or operational hazards.
- Durability: Built to withstand extreme temperatures and pressures in industrial environments.
Liquid Ammonia Pump Features
High energy efficiency.
Robust construction for durability.
Low maintenance design.
Versatile applications across industries.
Cost-effective operation.

Specifications:
Capacity: Up to 90 m³/hr
Maximum Head: 90 meters
Operating Temperature: -50°C to +30°C
Motor Power: 1.5kW to 11.2kW
Rotating Speed: 2800 rpm
Pressure Rating: PN 25/40
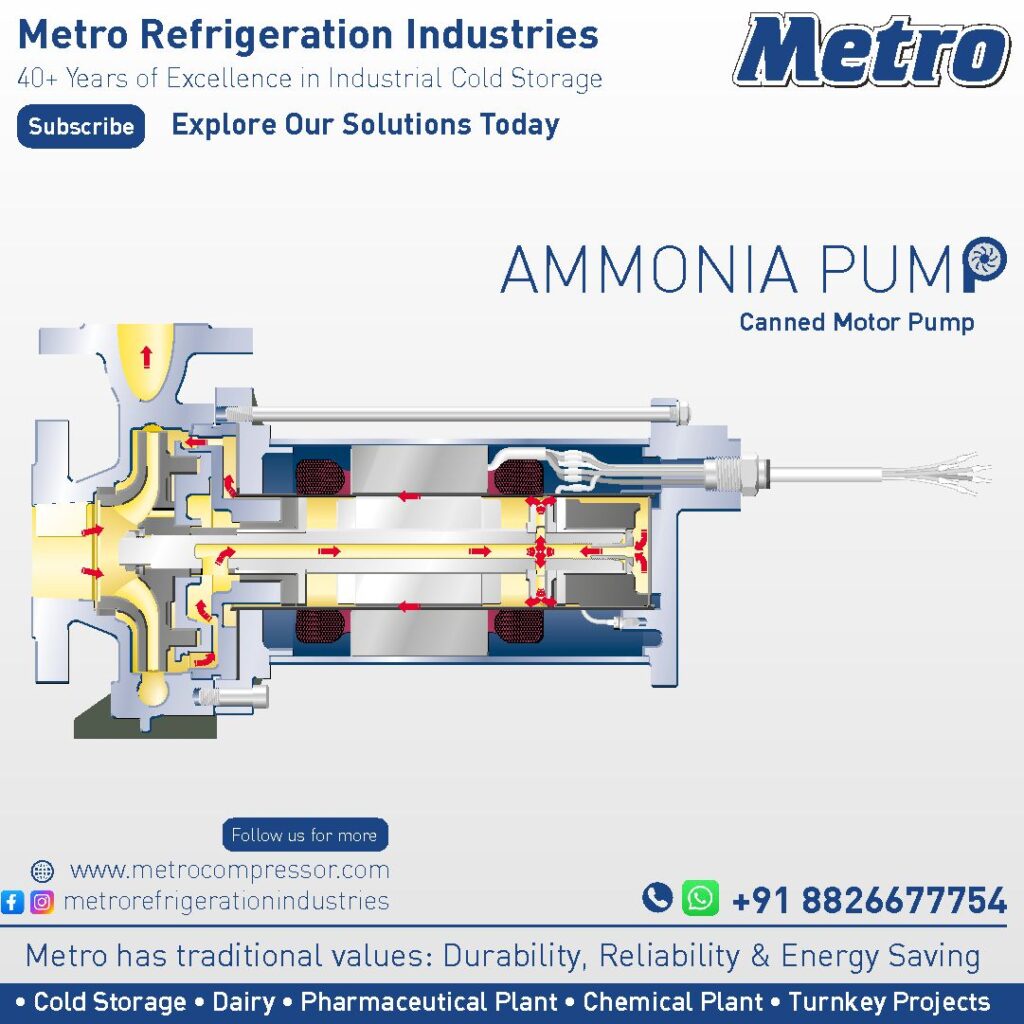
Canned Pumps: Innovative and Reliable Solutions
Our canned pumps, including canned motor pumps, are engineered for high efficiency and reliability.
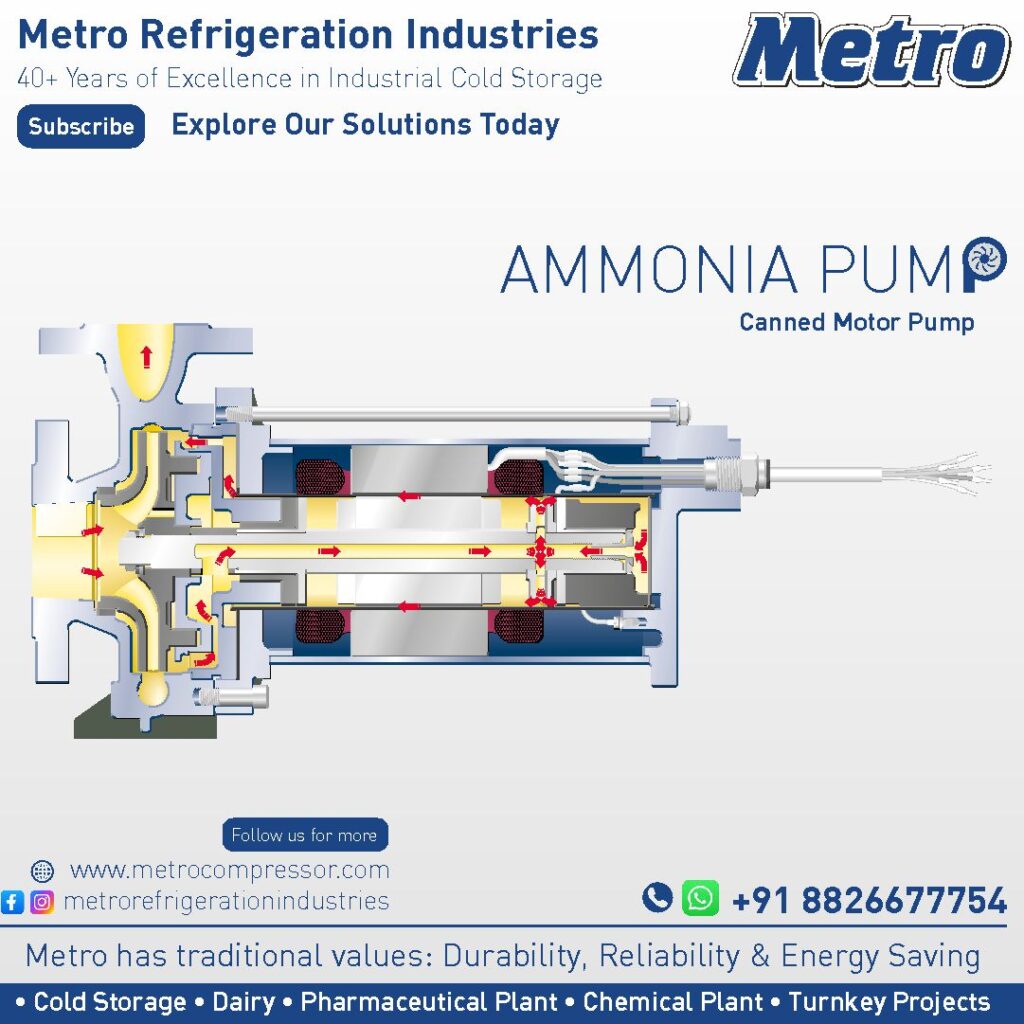
Canned Pump Working Principle
The canned pump working principle revolves around a hermetically sealed design that eliminates the risk of leakage. The pump’s motor and impeller are enclosed in a single housing, ensuring optimal safety and performance.

Canned Pump Types and Features
Metro Refrigeration Industries offers a variety of canned pump types, including:
Canned Motor Pumps: Compact and efficient.
Canned Rotor Pumps: Ideal for industrial refrigeration.
Canned Centrifugal Pumps: Delivering high performance.
Vertical Canned Pumps: Space-saving and powerful.
Canned pump features include:
Sealless construction.
High efficiency with minimal energy consumption.
Long operational life.
Suitable for handling liquids like ammonia.

Applications of Canned Pumps
Industrial refrigeration systems.
Chemical processing plants.
Food and beverage industries.
Pharmaceutical refrigeration.
Complete Product Line
Our advanced product line includes:

Ammonia Compressor: Backbone of Industrial Ammonia Refrigeration System
Our Nh3 refrigeration compressor are designed to deliver unmatched performance, ensuring reliability and efficiency across a wide range of applications. The range includes:


- MC Series (Water Cooled Nh3 Compressor): Ideal for industries requiring consistent cooling under extreme conditions.

- MCX Series (Gas Cooled Nh3 Compressor): Designed for energy-efficient operation in diverse environments.
Comprehensive Range of Nh3 Compressor

- Single Stage Ammonia Compressor: Available in 7 types, featuring 1 to 12 cylinders with capacities up to 580 T.R. These refrigeration compressor are perfect for moderate refrigeration requirements.

- Two Stage Ammonia Compressor (Compound Version): Available in 9 types, featuring 1 to 12 cylinders with capacities up to 580 T.R. Engineered for applications requiring precise temperature control at low and ultra-low temperatures.
Additional Equipment and Solutions

- Evaporative Condenser: Engineered for maximum heat transfer and reduced energy consumption in refrigeration systems.

- Air Cooling Units: SS and AL Series durable and efficient cooling solutions, including stainless steel and aluminum options.

- Evaporator Coils: Ensure consistent cooling performance with our advanced ammonia evaporator coils.
- Ammonia Evaporative Coolers: Energy-saving Nh3 cooling systems for industrial applications.
- Cooling Coil Units: Maintain temperature precision with our high-performance cooling coil units.
- Ammonia Canned Pumps: Built for reliable ammonia transfer in industrial refrigeration systems.

- Ammonia Valves: Precision-engineered valves for safe and efficient ammonia flow control.

- Bunker Coils: High-efficiency heat transfer coils for industrial refrigeration processes.
- LPR & HPR: Optimize refrigeration system performance with low pressure receivers and high pressure receivers.


- Refrigerant Vessels: Secure and efficient refrigerant storage solutions for industrial use.

- IQF Technology: Advanced freezing technology to preserve food quality and extend shelf life.

- Industrial Ice Bank: Dependable ice storage systems for industrial cooling needs.
- Pillow Plates: Effective heat exchange solutions for refrigeration and industrial applications.
- Axial Fans: Improve airflow and cooling performance with durable axial fans.

- Shell & Tube Condensers: Robust condensers designed for high-capacity industrial refrigeration.
- Ammonia Compressor Components: Ensure optimal operation with precision-engineered ammonia refrigeration compressor components.
- Brine Chillers: Discover high performance ammonia brine refrigeration systems from leading brine chiller manufacturers. Our brine chiller plants, brine cooling systems, and brine refrigeration solutions ensure energy efficient industrial cooling. We also specialize in ammonia screw compressors and shell & tube condensers, delivering cost effective and reliable cooling solutions for various industries.
-
- Ammonia Compressor Components: Ensure optimal operation with precision-engineered ammonia refrigeration compressor components.

Why Choose Metro Refrigeration Industries?
Industry Expertise: Decades of experience in refrigeration technology.
Global Presence: Serving clients across national and international markets.
Indo-American Technology: Incorporating the latest innovations for superior performance.
Quality Assurance: Ensuring the highest standards in every product.
Customer Support: Dedicated after-sales service and maintenance.
Contact Metro Refrigeration Industries
To explore our products and solutions for your cold storage unit, get in touch:
Location: D-35, Meerut Road Industrial Area, Ghaziabad, Uttar Pradesh – 201 003, INDIA
Email: sales@metrorpl.com
Phone: +91-120-2712176, 2752030, 2757568, 2757269, 2713759
Customer Care: +91 88266 77754
Website: www.metrocompressor.com
Conclusion
Metro Refrigeration Industries is your trusted partner for advanced refrigeration solutions, offering an extensive range of ammonia pumps and canned pumps. With a strong focus on ammonia pump working principle, nh3 pump system, and vertical canned pump technologies, we are committed to delivering exceptional products that cater to diverse industrial needs. Experience the difference with our state-of-the-art solutions that redefine efficiency, reliability, and performance.
Explore more related blogs:
Meat Processing Plant
We specialize in manufacturing cutting-edge refrigeration solutions for meat processing plants, catering to beef, chicken, cattle, seafood, fish, prawns, crabs, and frozen chicken. Our advanced systems ensure precise temperature control, freshness, and quality preservation. Trusted by industries for energy efficiency and durability, we provide comprehensive solutions tailored to meet diverse processing needs.
Onion Cold Storage
Ice Bank Refrigeration System
Air Cooling Units
Ice Bank Tank
Cold Storage Business Guide
Ammonia Refrigeration System
CA Cold Storage
Controlled Atmosphere Cold Storage
Apple Cold Storage
CA Cold Storage Chambers
IQF Technology
Ice Bank Chiller System
Individual Quick Frozen Technology
Blast Freezers
Blast Chillers
Curd Blast Rooms
Curd Incubation Room
Curd Incubation Chamber
Dairy Processing Plant