
Comprehensive Guide to Blast Rooms, Curd Blast Rooms, Blast Freezers & Curd Cold Rooms by Metro Refrigeration Industries
Metro Refrigeration Industries, a global leader with Indo-American technology, provides advanced solutions for ammonia refrigeration systems tailored for ammonia screw compressor, curd blast rooms, curd cold rooms, blast freezers, and blast chillers. Serving industries like brine chiller refrigeration, brine refrigeration system, brine chiller system, dairy, meat processing, seafood, and pharmaceuticals, we are trusted by prestigious clients like Amul, Adani, Patanjali, and Namaste India, with operations spanning 30+ countries worldwide, including Australia, Turkey, UAE, Jordan, Egypt, Iran, Iraq, Dubai, Yemen, Oman, Sri Lanka, and Nepal. As one of the best manufacturers like Metro Refrigeration Industries, we ensure exceptional quality and energy efficiency.
What is a Blast Room?
A blast room is a specialized cooling chamber designed for rapid cooling and freezing of products. By utilizing ammonia refrigeration systems, blast rooms ensure efficient and uniform cooling, making them ideal for industries where temperature control is critical.
Blast Room Meaning
A blast room meaning lies in its ability to cool or freeze products rapidly, often in bulk, while maintaining product quality and extending shelf life.
Blast Room Uses and Applications
- Curd Blast Room Use: Ideal for rapidly cooling curd and yogurt in bulk, maintaining their texture and taste.
- Meat Processing: Efficient cooling for meats like chicken and fish to prevent spoilage.
- Seafood Industry: Used for freezing prawns, crabs, and fish to maintain freshness.
- Bakery: Rapid cooling of freshly baked goods.
Advantages of Blast Rooms
- Rapid Cooling: Essential for industries dealing with perishable products.
- Energy-Efficient: Ammonia refrigeration systems reduce operational costs significantly.
- Versatility: Used across dairy, meat, seafood, and bakery sectors.
- Customizable: Tailored designs for specific industries, including curd blast room systems.
Types of Blast Rooms
- Curd Blast Room: Designed for cooling curd, yogurt, and other dairy products.
- Seafood Blast Room: Ideal for fish, prawns, and lobsters.
- Meat Blast Room: Tailored for freezing poultry, beef, and other meats.
- Bakery Blast Room: Ensures quick cooling of cakes and bread.
As one of the top manufacturers like Metro Refrigeration Industries, we provide these solutions with precision and reliability.

What is a Curd Blast Room?
A curd blast room is a highly specialized cooling chamber for dairy products. With ammonia refrigeration systems at its core, it ensures precise curd blast room temperature control for optimal cooling.
Curd Blast Room Applications
- Cooling large batches of curd or yogurt.
- Extending shelf life for dairy products.
- Maintaining freshness during storage and transport.
Advantages of Curd Blast Rooms
- Energy Efficiency: Leveraging ammonia compressors for cost-effective operations.
- Fast Cooling: Reduces cooling time while preserving the nutritional quality of curd.
- Customizable Equipment: Includes curd cold room chiller, curd cold room evaporator, and curd blast room systems.
As one of the leading manufacturers like Metro Refrigeration Industries, we bring unparalleled innovation to the table.

What is a Blast Freezer?
A blast freezer is a highly efficient freezing solution designed for rapid temperature reduction. Common in the dairy, seafood, and meat industries, blast freezers and chillers play a vital role in preserving product quality.
Blast Freezer Types
- Industrial Blast Freezer: Designed for large-scale freezing operations.
- Spiral Blast Freezer: Efficient for continuous freezing processes.
- Portable Blast Freezer: Compact and ideal for small businesses.
Blast Freezer Applications
- Freezing fish, chicken, and other meats quickly.
- Storing frozen food like ice cream or baked goods.
- Maintaining freshness in seafood like prawns and crabs.
Advantages of Blast Freezers
- Speed: Reduces freezing times significantly.
- Versatility: Ideal for ice cream blast freezers, meat, and seafood.
- Cost-Efficient: Ammonia refrigeration systems ensure low energy consumption.
As part of the top 10 manufacturers in India like Metro Refrigeration Industries, we ensure high-quality products and solutions.

What is a Blast Chiller?
A blast chiller rapidly cools food or perishable items to safe storage temperatures, making it essential for commercial kitchens and food processing industries.
Blast Chiller Uses and Applications
- Cooling freshly baked items like cakes and bread.
- Rapid chilling of meats and dairy products.
- Preserving ice cream and desserts.
Advantages of Blast Chillers
- Efficiency: Reduces bacterial growth by rapid cooling.
- Customizable Options: Includes blast chiller freezer and chill blaster refrigerators.
- Energy Savings: Designed with ammonia refrigeration systems for optimal performance.
As a top leading manufacturer in the world like Metro Refrigeration Industries, our products meet global standards.
What is a Curd Incubation Room?
A curd incubation room is a controlled environment designed for the fermentation of curd and yogurt. These rooms maintain consistent temperature and humidity levels to ensure proper bacterial activity, critical for achieving the desired texture, taste, and quality of curd.

How Does a Curd Incubation Chamber Work?
- Temperature Control: Maintains an ideal range for bacterial growth, crucial for the fermentation process.
- Humidity Regulation: Prevents drying out of the curd during incubation.
- Energy Efficiency: Uses ammonia refrigeration systems for precise control with minimal energy consumption.
- Integrated Equipment: Includes curd cold room machines, curd cold room ventilation systems, and curd incubation equipment for seamless operation.
For reliable solutions from the best manufacturers like Metro Refrigeration Industries, trust our advanced systems.

Complete Product Line by Metro Refrigeration Industries
We provide a comprehensive range of products to meet your refrigeration needs:
- Ammonia Compressors
- Air Cooling Units
- Liquid Ammonia Pumps
- Canned Motor Pumps
- Ammonia Refrigeration Valves, including globe valves, strainers, and angle valves
- Curd Cold Room Equipment and Evaporators
- Freon Blast Chilling Units for secondary cooling needs
Complete Product Line
Our advanced product line includes:

Ammonia Compressors: Backbone of Industrial Ammonia Refrigeration System
Our ammonia refrigeration compressors are designed to deliver unmatched performance, ensuring reliability and efficiency across a wide range of applications. The range includes:


- MC Series (Water Cooled Ammonia Compressors): Ideal for industries requiring consistent cooling under extreme conditions.

- MCX Series (Gas Cooled Ammonia Compressors): Designed for energy-efficient operation in diverse environments.
Complete Product Line
Our advanced product line includes:
Ammonia Compressor: Backbone of Industrial Ammonia Refrigeration System
Our Nh3 refrigeration compressor are designed to deliver unmatched performance, ensuring reliability and efficiency across a wide range of applications. The range includes:
- MC Series (Water Cooled Nh3 Compressor): Ideal for industries requiring consistent cooling under extreme conditions.
- MCX Series (Gas Cooled Nh3 Compressor): Designed for energy-efficient operation in diverse environments.
Comprehensive Range of Nh3 Compressor

- Single Stage Ammonia Compressor: Available in 7 types, featuring 1 to 12 cylinders with capacities up to 580 T.R. These refrigeration compressor are perfect for moderate refrigeration requirements.

- Two Stage Ammonia Compressor (Compound Version): Available in 9 types, featuring 1 to 12 cylinders with capacities up to 580 T.R. Engineered for applications requiring precise temperature control at low and ultra-low temperatures.
Additional Equipment and Solutions

- Evaporative Condenser: Engineered for maximum heat transfer and reduced energy consumption in refrigeration systems.

- Air Cooling Units: SS and AL Series durable and efficient cooling solutions, including stainless steel and aluminum options.

- Evaporator Coils: Ensure consistent cooling performance with our advanced ammonia evaporator coils.
- Ammonia Evaporative Coolers: Energy-saving Nh3 cooling systems for industrial applications.
- Cooling Coil Units: Maintain temperature precision with our high-performance cooling coil units.
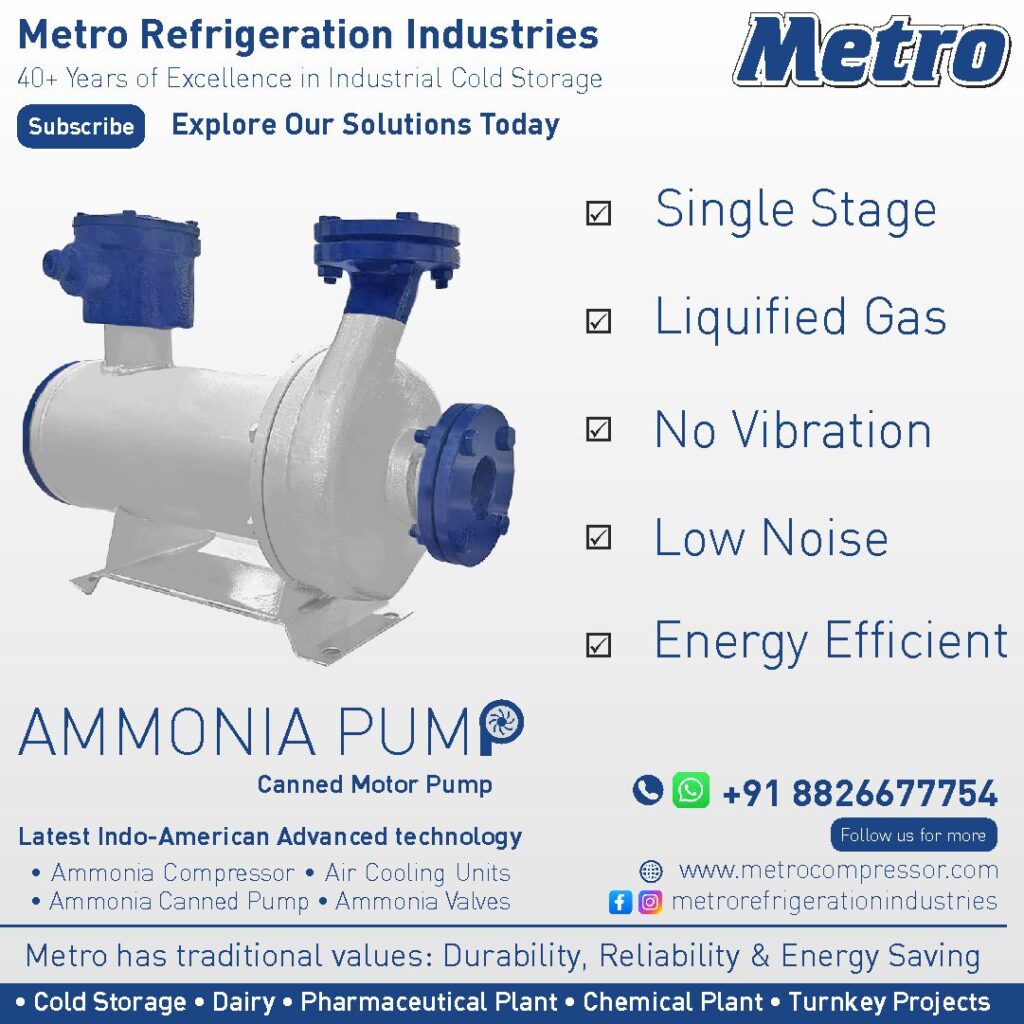
- Ammonia Canned Pumps: Built for reliable ammonia transfer in industrial refrigeration systems.

- Ammonia Valves: Precision-engineered valves for safe and efficient ammonia flow control.

- Bunker Coils: High-efficiency heat transfer coils for industrial refrigeration processes.
- LPR & HPR: Optimize refrigeration system performance with low pressure receivers and high pressure receivers.


- Refrigerant Vessels: Secure and efficient refrigerant storage solutions for industrial use.

- IQF Technology: Advanced freezing technology to preserve food quality and extend shelf life.

- Industrial Ice Bank: Dependable ice storage systems for industrial cooling needs.
- Pillow Plates: Effective heat exchange solutions for refrigeration and industrial applications.
- Axial Fans: Improve airflow and cooling performance with durable axial fans.

- Shell & Tube Condensers: Robust condensers designed for high-capacity industrial refrigeration.
- Ammonia Compressor Components: Ensure optimal operation with precision-engineered ammonia refrigeration compressor components.
- Brine Chillers: Discover high performance ammonia brine refrigeration systems from leading brine chiller manufacturers. Our brine chiller plants, brine cooling systems, and brine refrigeration solutions ensure energy efficient industrial cooling. We also specialize in ammonia screw compressors and shell & tube condensers, delivering cost effective and reliable cooling solutions for various industries.
-
- Ammonia Compressor Components: Ensure optimal operation with precision-engineered ammonia refrigeration compressor components.

Why Choose Metro Refrigeration Industries?
Experience: Over 40 years of expertise in designing and manufacturing meat processing plant solutions.
Global Presence: Serving clients in India and over 30 countries worldwide, including Australia, UAE, Jordan, Turkey, Yemen, Thailand, Sri Lanka, and Nepal.
Cutting-Edge Indo-American Technology: Ensures superior energy efficiency and performance.
Prestigious Clientele: Trusted by Amul, Adani, Namaste India, Patanjali, and more.
Complete Product Line: Comprehensive range of equipment tailored for cold storage, including ammonia compressors, ammonia evaporators, evaporative condensers, air cooling units, evaporator coils, ammonia valves, and more.
Best Cold Storage System Equipment and Machineries: Designed for reliability, energy efficiency, and precise temperature control.
Cost-Effective Solutions: Delivering low energy consumption and precise temperature control.

Optimizing Your Cold Storage with Metro Refrigeration
At Metro Refrigeration Industries, we understand the importance of having a reliable and efficient cold storage system. We offer custom cold storage design and can guide you through the cold storage operation to ensure optimal performance. Our engineers are skilled in the optimization of your cold storage system, ensuring it operates at peak efficiency.
Our cold storage plant designs incorporate advanced technology that helps in refrigerated unit optimization, resulting in lower operational costs and improved product quality.

Partner with Metro Refrigeration Industries for Turnkey Cold Storage Solutions
Metro Refrigeration Industries offers industry-leading expertise and technology for all your industrial ammonia refrigeration needs. Whether it’s agriculture, dairy, or industrial refrigeration, we deliver customized, energy-efficient, and cost-effective solutions. Contact us today to explore how our expertise can support your business growth.
Get in touch with us for cost-effective and reliable refrigeration solutions and join the leading names in the industry who trust Metro Refrigeration Industries.
Conclusion
Metro Refrigeration Industries offers cutting-edge solutions for curd blast chillers, freon blast chilling units, curd cold rooms, and blast freezers. With our ammonia refrigeration systems, we deliver energy-efficient, cost-effective, and globally trusted refrigeration solutions for a variety of industries. Whether you need a curd cold room manufacturer or a blast freezer for ice cream, our complete product line and expertise ensure unmatched quality and reliability.
Contact us today to explore our wide range of ammonia refrigeration equipment and how we can enhance your cooling and freezing processes!
Contact Metro Refrigeration Industries
To explore our products and solutions for your refrigeration unit, get in touch:
Location: D-35, Meerut Road Industrial Area, Ghaziabad, Uttar Pradesh – 201 003, INDIA
Email: sales@metrorpl.com
Phone: +91-120-2712176, 2752030, 2757568, 2757269, 2713759
Customer Care: +91 88266 77754
Website: www.metrocompressor.com
Explore more related blogs:
Meat Processing Plant
We specialize in manufacturing cutting-edge refrigeration solutions for meat processing plants, catering to beef, chicken, cattle, seafood, fish, prawns, crabs, and frozen chicken. Our advanced systems CA cold Storage, IQF Freezer, IQF Machine, ensure precise temperature control, freshness, and quality preservation. Trusted by industries for energy efficiency and durability, we provide comprehensive solutions tailored to meet diverse processing needs.
Onion Cold Storage
Air Cooling Units
Cold Storage Business Guide
Ammonia Refrigeration System
CA Cold Storage
Brine Chiller
Controlled Atmosphere Cold Storage
Apple Cold Storage
Brine Chiller Refrigeration
CA Cold Storage Chambers
IQF Technology
Individual Quick Frozen Technology
Blast Freezers
Blast Chillers
Brine Refrigeration System
Curd Blast Rooms
Curd Incubation Room
Curd Incubation Chamber
Dairy Processing Plant
Dairy Plant
Cold Storage Explained
Ammonia Evaporator
Air Cooling Evaporators
Evaporators
Evaporative Condenser
Cooling Coils
Ammonia Cooling Coils
Ammonia Evaporative Condenser
Ammonia Air Cooling Units







