Industrial Ammonia Refrigeration System: Transforming Ammonia & Refrigeration with Metro Refrigeration Industries
Welcome to the fascinating world of ammonia cooling systems! Did you know that ammonia has been revolutionizing industrial refrigeration for decades? At Metro Refrigeration Industries, with over 40 years of expertise and operations in 30+ nations, we specialize in designing cutting-edge, sustainable refrigeration solutions for diverse industries.
Whether you’re curious about why ammonia is the king of industrial refrigeration, its applications, or the innovative products we offer, this guide is your go-to source. Let’s dive in!
What is Ammonia Refrigeration?
Ammonia refrigeration is a process where ammonia (NH₃) is used as a refrigerant to absorb heat from a designated space and maintain lower temperatures. This cooling mechanism is not only energy-efficient but also environmentally friendly, making it an ideal choice for industries requiring constant temperature control, from food storage to pharmaceuticals.
Why is Ammonia the Superhero of Industrial Refrigeration Systems?
Ammonia refrigeration systems have been a cornerstone of industrial cooling for decades, offering unmatched energy efficiency, cost-effectiveness, and environmental friendliness. At Metro Refrigeration Industries, we specialize in delivering cutting-edge ammonia-based refrigeration systems tailored to meet the needs of a wide range of industries. In this comprehensive blog, we’ll cover the versatility and benefits of ammonia refrigeration, its diverse applications, and how Metro Refrigeration Industries plays a pivotal role in this field.
How Ammonia Works in Refrigeration
In an ammonia refrigeration system, ammonia gas absorbs heat in evaporators and is then compressed to a high-pressure liquid in ammonia compressors. It releases heat in the condenser and cycles back, continuing the cooling process. This efficient heat exchange system is at the heart of industrial refrigeration.
What is an Ammonia Refrigeration System?
An ammonia refrigeration system uses ammonia as a refrigerant in various cooling applications. These systems are vital in ensuring the safe and efficient cooling of goods in industries such as food storage, chemical processing, and pharmaceuticals.
Types of Ammonia Refrigeration Systems
- Single Stage Ammonia Compressors: Ideal for moderate refrigeration needs, offering robust performance and energy efficiency.
- Two Stage Ammonia Compressors: Best suited for low-temperature applications requiring precise control.
Each system is designed for specific cooling needs, optimizing performance based on the industry’s requirements.
Applications of Ammonia Refrigeration Systems
Ammonia refrigeration systems are used across multiple industries to ensure reliable and energy-efficient cooling. Here’s a closer look at how Metro Refrigeration Industries’ solutions are applied in various sectors:
Cold Storage Facilities
- Purpose: Maintain the freshness of perishables like fruits and vegetables.
- Solution: Use of cold storage ammonia refrigeration units ensures precise temperature control for optimum preservation.
Dairy Processing
- Purpose: Rapid cooling for milk and dairy products.
- Solution: Combining ammonia compressors with cooling coil evaporators for energy-efficient cooling ensures compliance with hygiene standards.
Milk Chillers
- Purpose: Dairy processing involves sensitive temperature control to ensure the freshness and safety of milk and dairy products. Rapid cooling of milk is necessary to preserve its quality, prevent bacterial growth, and maintain the nutritional value of dairy products.
- Solution: Ammonia refrigeration systems are widely used in dairy plants for cooling milk quickly and efficiently. Ammonia chillers, combined with cooling coils and evaporative condensers, provide a reliable and energy-efficient solution for chilling milk immediately after milking. The ammonia-based systems can also maintain controlled temperatures in the storage and processing areas of the dairy plant.
- Benefits: Ammonia refrigeration systems provide optimal temperature control, preserving the milk’s freshness, flavor, and quality. Additionally, they offer energy-efficient cooling and cost-effective operation, making them ideal for large-scale dairy operations. Ammonia chillers are also highly reliable and sustainable, ensuring minimal energy consumption while meeting the stringent standards required for dairy products and milk storage.
- Applications:
- Milk Cooling: After milking, the milk is chilled immediately using ammonia-based systems to lower the temperature to below 4°C, preserving its quality.
- Cheese and Yogurt Production: Dairy fermentation processes require consistent cooling, which ammonia refrigeration systems can provide efficiently.
- Storage and Distribution: Cold storage rooms for dairy products are kept at precise temperatures to ensure the shelf life and quality of milk, cheese, and butter.
- Ice Cream Production: The use of ammonia-based refrigeration ensures that ice cream production processes, such as freezing and storage, maintain the desired texture and consistency.
Meat Processing
- Purpose: Meat processing requires consistent and reliable refrigeration to ensure meat stays fresh during processing, packaging, and storage. Temperature control is critical to prevent bacterial growth and spoilage.
- Solution: In meat processing plants, ammonia refrigeration systems are employed with specialized equipment like ammonia compressors and evaporative coolers. These systems provide rapid cooling to meat carcasses and maintain low storage temperatures.
Pharmaceutical and Chemical Plants
- Purpose: Reliable cooling for temperature-sensitive materials.
- Solution: Industrial ammonia refrigeration systems with evaporative cooling condenser coils offer both compliance and high efficiency.
Breweries and Beverage Industries
- Purpose: Maintain low temperatures during fermentation and storage.
- Solution: Ammonia air cooling units and ammonia chiller systems provide reliable cooling to ensure product quality.
Ice Manufacturing Plants
- Purpose: Rapid cooling to produce ice.
- Solution: Ammonia compressors for ice plants and ammonia refrigeration compressors efficiently remove heat for ice production.
Fish and Seafood Processing
- Purpose: The fish and seafood processing industry is highly sensitive to temperature fluctuations due to the perishable nature of seafood. Rapid cooling is essential to preserve freshness and prevent microbial growth, which can spoil the product.
- Solution: Ammonia refrigeration systems, including cooling coils and evaporative condensers, are used to create a controlled environment for processing, storing, and packaging seafood. These systems are specifically designed to handle the moisture-rich environment found in seafood processing plants, ensuring quick and consistent cooling.
Poultry Processing
- Purpose: Poultry processing requires precise temperature control to prevent spoilage, bacteria growth, and maintain the freshness of the product from slaughter to packaging.
- Solution: Ammonia refrigeration systems, such as ammonia air coolers and industrial compressors, are used to cool the poultry rapidly after processing. The ammonia-based cooling system ensures an efficient and sustainable approach to maintaining a constant temperature throughout the processing and storage stages.
Food and Beverage Cold Chain Logistics
- Purpose: Maintain low temperatures during transportation.
- Solution: Compact ammonia refrigeration systems integrated with refrigeration units provide temperature control for transport vehicles and storage containers.
Power Plants and Data Centers
- Purpose: Remove excess heat from equipment.
- Solution: Ammonia refrigeration systems with air cooling units effectively dissipate heat in high-demand environments.
Greenhouses and Controlled Environment Agriculture
- Purpose: Manage temperature and humidity for plant growth.
- Solution: Evaporative cooling systems maintain consistent cooling while conserving energy, supporting sustainable agricultural practices.
Automotive Industry
- Purpose: Efficient cooling of machinery and manufacturing processes.
- Solution: Industrial refrigeration equipment featuring ammonia refrigeration compressors optimize production efficiency.
Hotels, Malls, and Commercial Spaces
- Purpose: Maintain comfortable temperatures for guests and operations.
- Solution: Commercial refrigeration compressors and ammonia refrigeration systems ensure efficient temperature regulation.
Industrial Chemical and Petrochemical Plants
- Purpose: Safe temperatures for chemical reactions and material storage.
- Solution: Ammonia refrigeration systems and ammonia evaporators provide reliable cooling for high-temperature industrial processes.
Bakery and Confectionery Production
- Purpose: Keep ingredients and finished goods cool.
- Solution: Use of industrial refrigeration units and evaporative condensing systems ensures precise temperature control.
Hospitals and Healthcare Facilities
- Purpose: Regulate temperatures for medical equipment and pharmaceuticals.
- Solution: Ammonia refrigeration services and evaporative condenser refrigeration systems provide energy-efficient cooling for critical healthcare applications.
Textile and Manufacturing Industries
- Purpose: Regulate temperature for machinery and processes.
- Solution: Heat exchangers and cooling coil units maintain optimal environments for manufacturing.
Distilleries
- Purpose: Control temperatures during distillation.
- Solution: Evaporative cooling systems ensure stable temperature conditions for product integrity.
Metro Refrigeration Industries – Our Product Line at a Glance
At Metro Refrigeration Industries, we offer a comprehensive range of high-performance products designed for the most demanding refrigeration applications.
Complete Product Line
Our advanced product line includes:

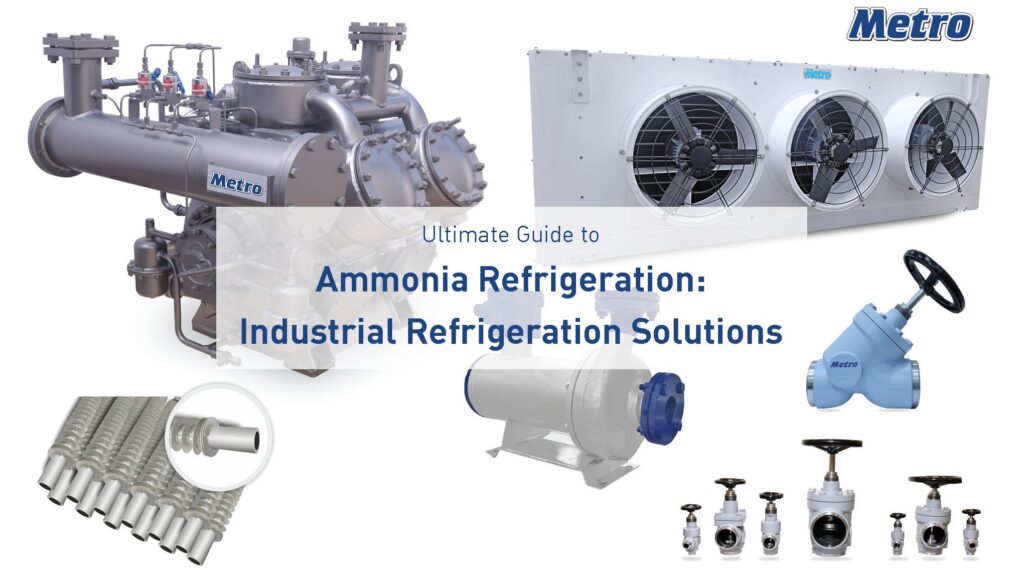
Ammonia Compressor: Backbone of Industrial Ammonia Refrigeration System
Our Nh3 refrigeration compressor are designed to deliver unmatched performance, ensuring reliability and efficiency across a wide range of applications. The range includes:


- MC Series (Water Cooled Nh3 Compressor): Ideal for industries requiring consistent cooling under extreme conditions.

- MCX Series (Gas Cooled Nh3 Compressor): Designed for energy-efficient operation in diverse environments.
Comprehensive Range of Nh3 Compressor

- Single Stage Ammonia Compressor: Available in 7 types, featuring 1 to 12 cylinders with capacities up to 580 T.R. These refrigeration compressor are perfect for moderate refrigeration requirements.

- Two Stage Ammonia Compressor (Compound Version): Available in 9 types, featuring 1 to 12 cylinders with capacities up to 580 T.R. Engineered for applications requiring precise temperature control at low and ultra-low temperatures.
Additional Equipment and Solutions

- Evaporative Condenser: Engineered for maximum heat transfer and reduced energy consumption in refrigeration systems.

- Air Cooling Units: SS and AL Series durable and efficient cooling solutions, including stainless steel and aluminum options.

- Evaporator Coils: Ensure consistent cooling performance with our advanced ammonia evaporator coils.
- Ammonia Evaporative Coolers: Energy-saving Nh3 cooling systems for industrial applications.
- Cooling Coil Units: Maintain temperature precision with our high-performance cooling coil units.
- Ammonia Canned Pumps: Built for reliable ammonia transfer in industrial refrigeration systems.

- Ammonia Valves: Precision-engineered valves for safe and efficient ammonia flow control.

- Bunker Coils: High-efficiency heat transfer coils for industrial refrigeration processes.
- LPR & HPR: Optimize refrigeration system performance with low pressure receivers and high pressure receivers.


- Refrigerant Vessels: Secure and efficient refrigerant storage solutions for industrial use.

- IQF Technology: Advanced freezing technology to preserve food quality and extend shelf life.

- Industrial Ice Bank: Dependable ice storage systems for industrial cooling needs.
- Pillow Plates: Effective heat exchange solutions for refrigeration and industrial applications.
- Axial Fans: Improve airflow and cooling performance with durable axial fans.

- Shell & Tube Condensers: Robust condensers designed for high-capacity industrial refrigeration.
- Ammonia Compressor Components: Ensure optimal operation with precision-engineered ammonia refrigeration compressor components.
- Brine Chillers: Discover high performance ammonia brine refrigeration systems from leading brine chiller manufacturers. Our brine chiller plants, brine cooling systems, and brine refrigeration solutions ensure energy efficient industrial cooling. We also specialize in ammonia screw compressors and shell & tube condensers, delivering cost effective and reliable cooling solutions for various industries.
-
- Ammonia Compressor Components: Ensure optimal operation with precision-engineered ammonia refrigeration compressor components.
Why Choose Metro Refrigeration Industries?
With decades of experience in the field, we are recognized as one of India’s top industrial refrigeration companies. Our industrial refrigeration systems and industrial refrigeration equipment are designed for maximum energy efficiency and reliability. Partnering with Metro Refrigeration Industries means working with experts who understand the complexities of industrial refrigeration and can tailor systems to meet your exact needs.
Contact Metro Refrigeration Industries
To explore our products and solutions for your refrigeration unit, get in touch:
Location: D-35, Meerut Road Industrial Area, Ghaziabad, Uttar Pradesh – 201 003, INDIA
Email: sales@metrorpl.com
Phone: +91-120-2712176, 2752030, 2757568, 2757269, 2713759
Customer Care: +91 88266 77754
Website: www.metrocompressor.com
Explore more related blogs:
Meat Processing Plant
We specialize in manufacturing cutting-edge refrigeration solutions for meat processing plants, catering to beef, chicken, cattle, seafood, fish, prawns, crabs, and frozen chicken. Our advanced systems ensure precise temperature control, freshness, and quality preservation. Trusted by industries for energy efficiency and durability, we provide comprehensive solutions tailored to meet diverse processing needs.
Onion Cold Storage
Ice Bank Refrigeration System
Air Cooling Units
Ice Bank Tank
Cold Storage Business Guide
Ammonia Refrigeration System
CA Cold Storage
Controlled Atmosphere Cold Storage
Apple Cold Storage
CA Cold Storage Chambers
IQF Technology
Ice Bank Chiller System
Individual Quick Frozen Technology
Blast Freezers
Blast Chillers
Curd Blast Rooms
Curd Incubation Room
Curd Incubation Chamber
Dairy Processing Plant
Cold Storage Explained
Ammonia Evaporators
Air Cooling Evaporators
Evaporators
Evaporative Condenser
Cooling Coils
Ammonia Cooling Coils
Ammonia Evaporative Condenser
Ammonia Air Cooling Units