
Ammonia Compressor for Complete Industrial Ammonia Refrigeration. Energy Efficient Solutions for Cold Storage Units, Refrigeration Complete Machinery Solutions by Metro Refrigeration Industries
In today’s fast-evolving industries, efficient and reliable ammonia refrigeration systems are crucial for preserving product quality and optimizing operations. At Metro Refrigeration Industries, a leading manufacturer of cold storage compressor in India, we specialize in advanced ammonia compressor, ammonia screw compressor that leverage Indo-American technology to deliver superior performance. Our solutions cater to a wide range of industries, including potato, onion, and frozen vegetable cold storage, milk processing and dairy plants, meat and poultry processing facilities, breweries, pharmaceuticals, chemical plants, fisheries, and frozen seafood storage.

Why Choose Ammonia Compressor?
Ammonia is a highly efficient, natural refrigerant known for its eco-friendliness and cost-effectiveness. Our NH3 compressor are engineered to meet the rigorous demands of industrial refrigeration while ensuring dependable performance and significant energy savings.
Key Benefits of Metro Refrigeration’s Ammonia Compressor:
Low Energy Consumption: Designed for optimal efficiency, our compressor minimize electricity usage, cutting operational costs and enhancing sustainability—an essential factor for potato cold storage, onion cold storage, and frozen vegetable cold storage facilities.
High Energy Efficiency: With advanced engineering, our compressor maximize cooling output with minimal energy usage, ensuring reliable performance in dairy milk processing, meat preservation, and soft drink manufacturing plants.
Minimal Maintenance Requirements: Built with precision and quality, our compressor offer long-lasting performance with low maintenance, making them ideal for meat processing plants and fish preservation systems.
Heavy-Duty and World-Class Standards: Capable of withstanding continuous operation, our compressor meet international standards, ensuring durability and reliability for breweries, chemical plants, and frozen seafood storage.
High Utilization and Consistent Performance: Our compressor deliver round-the-clock cooling for applications like root beer manufacturing, packaged water plants, and fruit juice storage, ensuring product quality and freshness.
Space-Saving Design: Compact and efficient, our compressor help maximize floor space, a critical advantage for onion cold storage and packaged mineral water plants.
High Cooling Capacity: Known for their powerful cooling, our ammonia compressor are perfect for large-scale industrial refrigeration systems, such as meat storage and dairy milk plants.
Adaptability to Fluctuating Cooling Demands: Designed to handle variable cooling needs, our compressor provide stable performance for industries like beer manufacturing and soda bottling plants.
Applications Across Industries:
Our NH3 compressor are used across diverse sectors, offering reliable and efficient cooling solutions:
Pharma and Chemical Plants:
Oncology Plants: Advanced cooling systems ensure the safe storage of temperature-sensitive cancer treatment drugs.
Soda Ash Plants: Provides stable cooling for processes requiring precise temperature control.
Pharmaceutical Plants: Tailored refrigeration solutions for producing, storing, and distributing medications.
Pharma Plants: Ideal for maintaining environmental standards in tablet, capsule, and liquid manufacturing units.
Petrochemical Plants: Efficient cooling for processing petrochemical products and by-products.
Ointment Manufacturing Plants: Reliable systems for temperature-sensitive ointment production.
Injectable Plants: Ensures sterility and stability for injectable drugs.
Hydrogen Peroxide Production Facilities: High-capacity cooling for chemical production.
Hydrochloric Acid Plants: Maintains safety and efficiency in acid production processes.
Chemical Production Plants: Essential for the manufacturing of diverse industrial chemicals.
Laboratory Chemical Facilities: Precise refrigeration for storing laboratory-grade chemicals.
Chemical Plants: Comprehensive solutions for diverse chemical industries.
Cold Storage:
Potato Cold Storage: Ensures the freshness and quality of stored potatoes with precise temperature control.
Onion Cold Storage: Prevents spoilage and enhances storage efficiency for onions.
Frozen Vegetable Storage: Reliable systems for green peas, carrots, and mixed vegetable preservation.
Meat Plant: Maintains optimal conditions for fresh and frozen meat products.
Dairy Products Cold Storage: Ensures the quality and safety of milk, butter, and cheese.
Apple Cold Storage: Apple cold storage is a specialized facility designed to preserve apples by maintaining optimal temperature, humidity, and controlled atmospheric conditions. Proper storage ensures apples retain their freshness, texture, flavor, and nutritional value over extended periods, enabling year-round availability.
Dairy Plants:
Milk Processing Plants: Efficient cooling for milk pasteurization and homogenization.
Dairy Product Manufacturing: Supports the production of butter, yogurt, and ice cream.
Dairy Processing : Rapid cooling of raw milk during collection to prevent bacterial growth. Temperature stabilization for storage in milk silos and tanks. Essential for processing dairy products like butter, cheese, yogurt, and ice cream.
Meat Processing and Poultry Plants:
Meat Packaging Plants: Ensures long-term preservation of packaged meats. Processed meat products include bacon, ham, sausages, salami, beef procesing, pork, jerky, hot dogs, lunch meat, canned meat, frozen chicken, and meat-based sauces.
Chicken Processing Plants: Maintains hygiene and product safety during processing.
Frozen Poultry Storage: Guarantees freshness and quality for frozen poultry products.
Breweries and Beverage Plants:
Beer Manufacturing: Efficient systems for fermentation and storage of beer.
Soft Drink Plants: Reliable cooling for carbonated beverage production.
Fruit Juice Plants: Maintains taste and nutritional quality of fruit juices.
Cold Storage for Fisheries and Frozen Seafood Storage:
Fish Preservation: Long-term refrigeration for fresh and frozen fish products.
Seafood Storage: Ensures high-quality preservation for a variety of seafood like lobster, crab, crawfish, oysters, shrimp, fresh fish & other seafood.
Water Cooling Plants:
Packaged Water Plants: Provides consistent cooling for bottled water production.
Mineral Water Plants: Maintains quality and efficiency in mineral water manufacturing.

Single Stage & Two Stage Ammonia Compressor
Single Stage Ammonia Compressor:
Design: Compresses refrigerant in a single step, making it suitable for moderate cooling requirements.
Applications: Best for industries requiring low-to-medium temperature refrigeration, such as dairy milk plants, fruit juice plants, and soft drink manufacturing plants.
Advantages: Cost-effective, compact design with easy maintenance, ideal for small to medium-scale operations.
Performance: Reliable for steady cooling with moderate energy demands, ensuring consistent operation in facilities like meat processing plants and vegetable cold storage.
Two Stage Ammonia Compressor:
Design: Compresses refrigerant in two stages, allowing for higher pressure and lower temperatures.
Applications: Perfect for large-scale, high-demand systems like meat storage, fish preservation, and frozen seafood storage.
Advantages: Greater energy efficiency and cooling capacity, suitable for industries requiring ultra-low temperatures, such as chemical plants and pharmaceutical cooling systems.
Performance: Handles extreme cooling demands with enhanced reliability, ensuring optimal performance in high-capacity operations like breweries and packaged mineral water plants.
Complete Product Line
Our advanced product line includes:

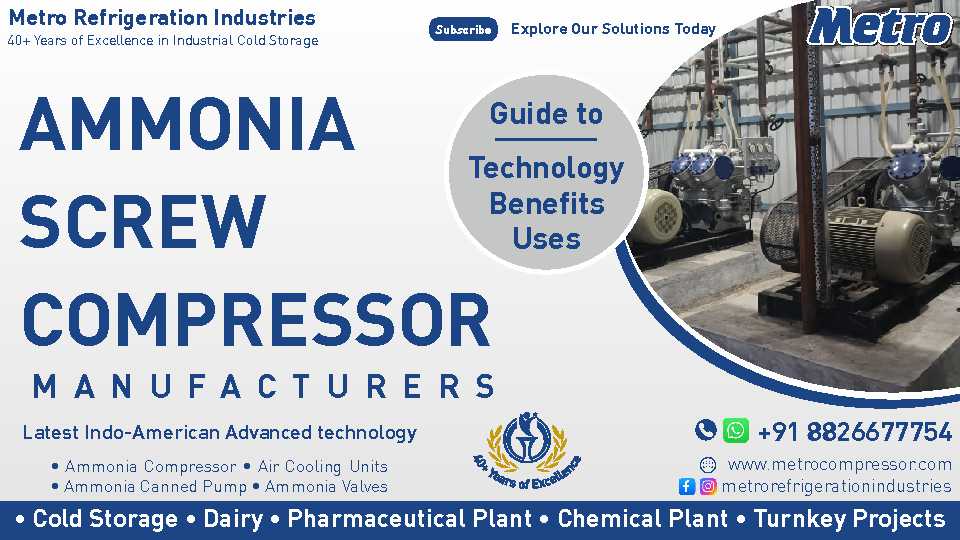
Ammonia Compressor: Backbone of Industrial Ammonia Refrigeration System
Our Nh3 refrigeration compressor are designed to deliver unmatched performance, ensuring reliability and efficiency across a wide range of applications. The range includes:


- MC Series (Water Cooled Nh3 Compressor): Ideal for industries requiring consistent cooling under extreme conditions.

- MCX Series (Gas Cooled Nh3 Compressor): Designed for energy-efficient operation in diverse environments.
Comprehensive Range of Nh3 Compressor

- Single Stage Ammonia Compressor: Available in 7 types, featuring 1 to 12 cylinders with capacities up to 580 T.R. These refrigeration compressor are perfect for moderate refrigeration requirements.

- Two Stage Ammonia Compressor (Compound Version): Available in 9 types, featuring 1 to 12 cylinders with capacities up to 580 T.R. Engineered for applications requiring precise temperature control at low and ultra-low temperatures.
Additional Equipment and Solutions

- Evaporative Condenser: Engineered for maximum heat transfer and reduced energy consumption in refrigeration systems.

- Air Cooling Units: SS and AL Series durable and efficient cooling solutions, including stainless steel and aluminum options.

- Evaporator Coils: Ensure consistent cooling performance with our advanced ammonia evaporator coils.
- Ammonia Evaporative Coolers: Energy-saving Nh3 cooling systems for industrial applications.
- Cooling Coil Units: Maintain temperature precision with our high-performance cooling coil units.
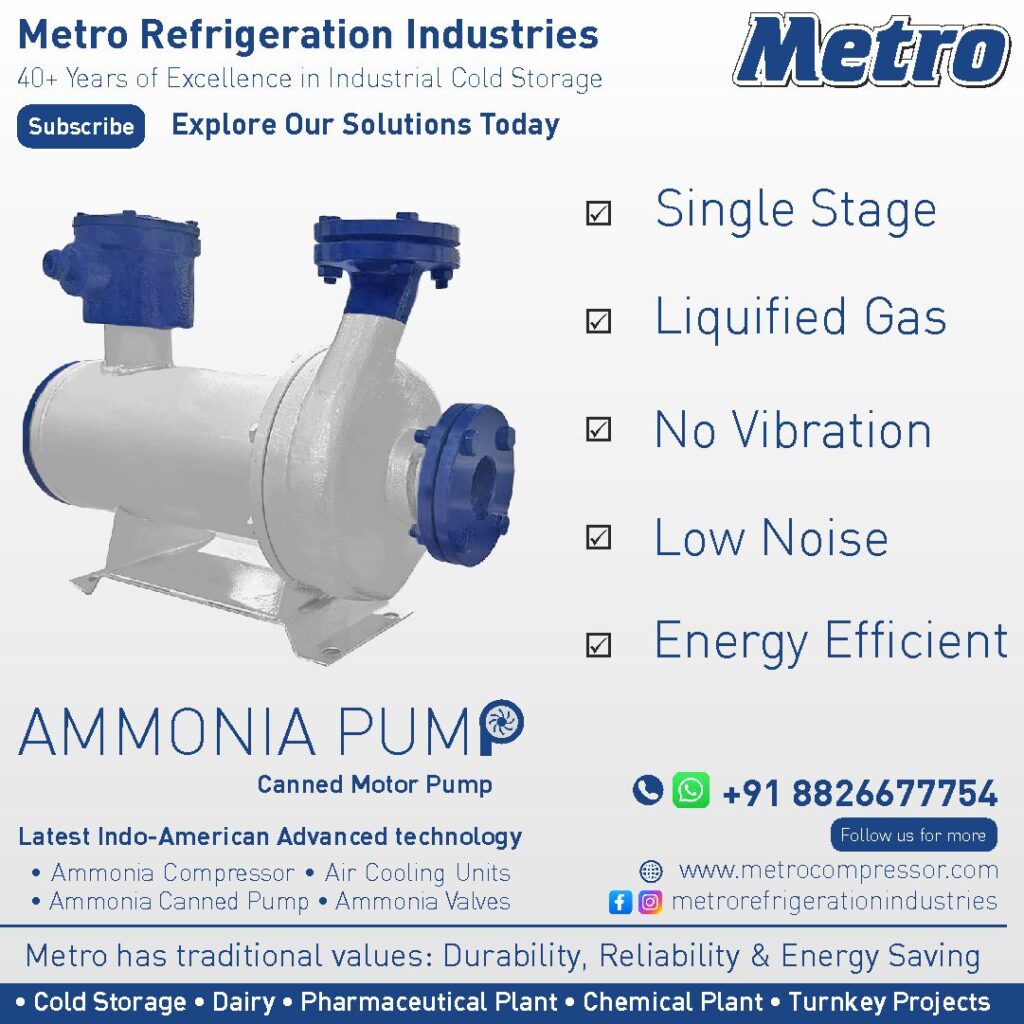
- Ammonia Canned Pumps: Built for reliable ammonia transfer in industrial refrigeration systems.

- Ammonia Valves: Precision-engineered valves for safe and efficient ammonia flow control.

- Bunker Coils: High-efficiency heat transfer coils for industrial refrigeration processes.
- LPR & HPR: Optimize refrigeration system performance with low pressure receivers and high pressure receivers.


- Refrigerant Vessels: Secure and efficient refrigerant storage solutions for industrial use.

- IQF Technology: Advanced freezing technology to preserve food quality and extend shelf life.

- Industrial Ice Bank: Dependable ice storage systems for industrial cooling needs.
- Pillow Plates: Effective heat exchange solutions for refrigeration and industrial applications.
- Axial Fans: Improve airflow and cooling performance with durable axial fans.

- Shell & Tube Condensers: Robust condensers designed for high-capacity industrial refrigeration.
- Ammonia Compressor Components: Ensure optimal operation with precision-engineered ammonia refrigeration compressor components.
- Brine Chillers: Discover high performance ammonia brine refrigeration systems from leading brine chiller manufacturers. Our brine chiller plants, brine cooling systems, and brine refrigeration solutions ensure energy efficient industrial cooling. We also specialize in ammonia screw compressors and shell & tube condensers, delivering cost effective and reliable cooling solutions for various industries.
-
- Ammonia Compressor Components: Ensure optimal operation with precision-engineered ammonia refrigeration compressor components.
Why Metro Refrigeration Industries?
With over 40+ years of experience in the refrigeration industry and servicing clients in more than 30+ countries worldwide, we pride ourselves on delivering excellence and reliability.
Turnkey Solutions
We provide end-to-end services, from design and manufacturing to installation and support. Whether it’s a potato cold storage facility or a meat processing plant, our comprehensive solutions ensure seamless operations and unmatched reliability.
Cutting-Edge Indo-American Technology
Our systems incorporate advanced technology for superior energy efficiency, long-term reliability, and cost savings. By partnering with us, you gain access to state-of-the-art refrigeration systems tailored to your needs.
Prestigious Clientele
Our trusted clients include Amul, Adani, Namaste India, Goldee, Patanjali, DS Group, Rajdhani, and many more, showcasing our credibility and excellence in delivering top-notch solutions.
Contact Us for Industrial Ammonia Refrigeration Solutions
Invest in NH3 compressor from Metro Refrigeration Industries for energy-efficient, reliable, and sustainable cold storage and industrial ammonia refrigeration solutions. Catering to industries in 30+ countries, including Australia, UAE, Turkey, Jordan, Egypt, Iran, Dubai, Oman, Qatar, Nepal, and Sri Lanka. With benefits like high cooling capacity, minimal maintenance, and compact designs, our compressor are the ideal choice for businesses in agriculture, food processing, pharmaceuticals, chemical plants, and more.
Contact Metro Refrigeration Industries
To explore our products and solutions for your cold storage unit, get in touch:
Location: D-35, Meerut Road Industrial Area, Ghaziabad, Uttar Pradesh – 201 003, INDIA
Email: sales@metrorpl.com
Phone: +91-120-2712176, 2752030, 2757568, 2757269, 2713759
Customer Care: +91 88266 77754
Website: www.metrocompressor.com
Explore more related blogs:
Meat Processing Plant
We specialize in manufacturing cutting-edge refrigeration solutions for meat processing plants, catering to beef, chicken, cattle, seafood, fish, prawns, crabs, and frozen chicken. Our advanced systems ensure precise temperature control, freshness, and quality preservation. Trusted by industries for energy efficiency and durability, we provide comprehensive solutions tailored to meet diverse processing needs.
Ammonia Screw Compressors
Onion Cold Storage
Ice Bank Refrigeration System
Air Cooling Units
Ice Bank Tank
Cold Storage Business Guide
Ammonia Refrigeration System
CA Cold Storage
Controlled Atmosphere Cold Storage
Apple Cold Storage
CA Cold Storage Chambers
IQF Technology
Ice Bank Chiller System
Individual Quick Frozen Technology
Blast Freezers
Blast Chillers
Curd Blast Rooms
Curd Incubation Room
Curd Incubation Chamber
Dairy Processing Plant
