Understanding the Brine Chiller Systems, Ammonia Brine Refrigeration, Brine Chiller Plants, Brine Refrigeration Systems & Centrifugal Brine Chillers: Brine Chillers & Cooling Systems Efficiency, Applications & Industry Benefits.
Introduction to Brine in Refrigeration
Brine, a solution of water and salt (commonly sodium chloride or calcium chloride), plays a crucial role in refrigeration systems. It serves as a secondary refrigerant, transferring heat efficiently while remaining non-volatile. But what is brine in refrigeration systems, and why is brine used in refrigeration? Brine solutions are ideal for achieving and maintaining low temperatures, making them indispensable in industrial applications. They are especially effective in systems that require consistent, extremely low temperatures over extended periods.
Brine Chillers: Overview and Applications
Brine chillers, also known as centrifugal chillers and plate chillers are specialized refrigeration systems designed to cool brine solutions. These systems are widely used in industries like chemical processing, food and beverage production, pharmaceuticals, and dairy. Brine chillers cater to a wide temperature range, making them versatile for both moderate and extremely low-temperature applications. Whether you need a low temperature brine chiller or an extremely low temperature brine chiller, these systems ensure precision cooling for various processes.
Some common applications of brine chiller systems include:
- Ice production in fisheries
- Cooling processes in chemical plants
- Dairy and meat processing
- Preservation in cold storage facilities
- Heat transfer in thermic fluid systems
At Metro Refrigeration Industries, we provide end-to-end solutions for these applications, leveraging advanced technology and decades of expertise.
Types of Brine Chillers
Centrifugal Chillers
Centrifugal chillers use a high speed impeller to compress the refrigerant, making them efficient for large scale brine cooling system applications. They are suitable for environments requiring significant cooling capacity and consistent performance. Centrifugal refrigeration systems are commonly utilized in industries requiring reliable and high capacity cooling solutions.
Plate Chillers
Plate chillers are compact and efficient, using thin metal plates to transfer heat between the chiller brine and refrigerant. They are ideal for applications requiring quick cooling and a small footprint.
Screw Chillers
Screw chillers use rotary screw compressors to achieve efficient cooling. These systems are highly reliable and versatile, capable of handling varying cooling loads with ease.
Brine chillers can also be classified based on their cooling configurations:
- Air Cooled Screw Chiller: Suitable for areas with limited water supply, requiring minimal infrastructure.
- Water Cooled Screw Chiller: Ideal for locations with a stable water source, offering higher efficiency.
- Air Cooled Centrifugal Chiller: Designed for outdoor installations, providing effective cooling without the need for water.
- Water Cooled Centrifugal Chiller: Perfect for high-capacity applications, ensuring reliable performance with reduced operational costs.
How Does a Brine Chiller Work?
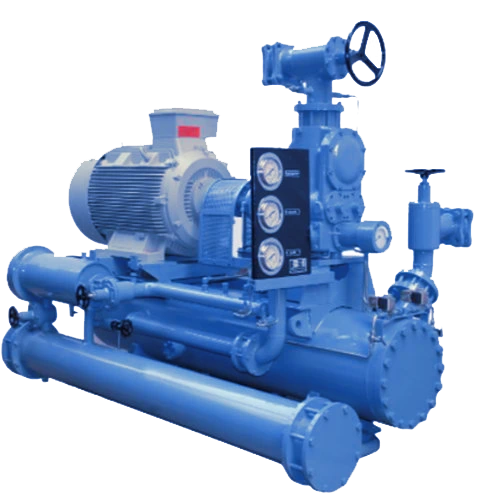
To understand how does a brine chiller work, we must delve into their core components and principles. A brine chiller refrigeration system typically consists of the following:
- Evaporator: The refrigerant absorbs heat from the brine solution, causing it to cool.
- Compressor: The refrigerant is compressed, raising its pressure and temperature.
- Condenser: Heat from the refrigerant is released into the atmosphere or another cooling medium.
- Expansion Valve: The refrigerant is expanded, lowering its pressure and temperature, ready to absorb heat again.
The brine chiller cooling system cycle is a continuous loop that ensures consistent cooling. Brine water chillers can achieve precise temperature control, making them suitable for critical industrial applications. Metro Refrigeration Industries offers robust systems designed for efficiency and reliability.
Brine and Its Role in Cooling Systems
Brine is an antifreeze solution that can be cooled far below the freezing point of water. It is used in brine refrigeration systems to achieve and maintain sub-zero temperatures. The brine solution’s salt content prevents freezing, ensuring efficient heat transfer even at extremely low temperatures. This property makes brine indispensable for various industrial applications requiring precision cooling.
Brine Refrigeration System vs. Water Chillers
While both brine chillers and water chillers serve similar purposes, their operational mechanisms and applications differ:
- Water Chillers: Limited to temperatures above freezing (0°C).
- Brine Chillers: Designed for sub-zero temperatures, leveraging brine’s antifreeze properties.
This distinction makes brine cooling systems indispensable for industries requiring ultra-low temperatures, such as cold storage and chemical processing. Metro Refrigeration Industries, a leading brine chiller manufacturer, ensures superior performance in both categories.

Industrial Applications of Brine Chillers
- Ammonia Brine Refrigeration: Ammonia, as a primary refrigerant, is commonly paired with brine in industrial refrigeration systems. Ammonia brine refrigeration is highly efficient, environmentally friendly, and cost-effective.
- Thermic Fluid Systems: In thermic fluid heat exchangers, brine serves as a secondary cooling medium, enhancing heat transfer efficiency in critical industrial processes.
- Brine Solution for Cooling: Brine’s unique properties make it suitable for chilling in food processing, breweries, and meat storage facilities.
Metro Refrigeration Industries provides customized solutions for these applications, ensuring optimal performance and energy savings.
Complete Product Line
Our advanced product line includes:

Ammonia Compressor: Backbone of Industrial Ammonia Refrigeration System
Our Nh3 refrigeration compressor are designed to deliver unmatched performance, ensuring reliability and efficiency across a wide range of applications. The range includes:


- MC Series (Water Cooled Nh3 Compressor): Ideal for industries requiring consistent cooling under extreme conditions.

- MCX Series (Gas Cooled Nh3 Compressor): Designed for energy-efficient operation in diverse environments.
Comprehensive Range of Nh3 Compressor

- Single Stage Ammonia Compressor: Available in 7 types, featuring 1 to 12 cylinders with capacities up to 580 T.R. These refrigeration compressor are perfect for moderate refrigeration requirements.

- Two Stage Ammonia Compressor (Compound Version): Available in 9 types, featuring 1 to 12 cylinders with capacities up to 580 T.R. Engineered for applications requiring precise temperature control at low and ultra-low temperatures.
Additional Equipment and Solutions

- Evaporative Condenser: Engineered for maximum heat transfer and reduced energy consumption in refrigeration systems.

- Air Cooling Units: SS and AL Series durable and efficient cooling solutions, including stainless steel and aluminum options.

- Evaporator Coils: Ensure consistent cooling performance with our advanced ammonia evaporator coils.
- Ammonia Evaporative Coolers: Energy-saving Nh3 cooling systems for industrial applications.
- Cooling Coil Units: Maintain temperature precision with our high-performance cooling coil units.
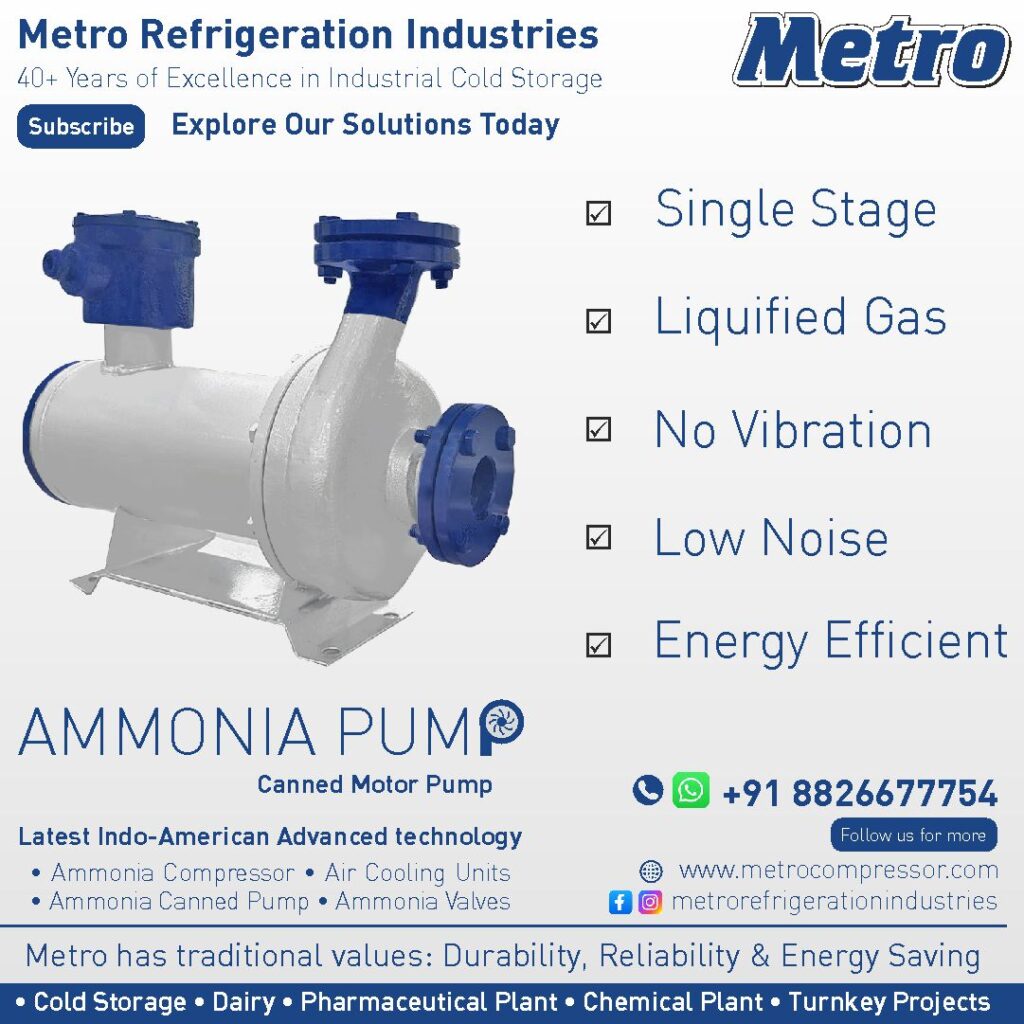
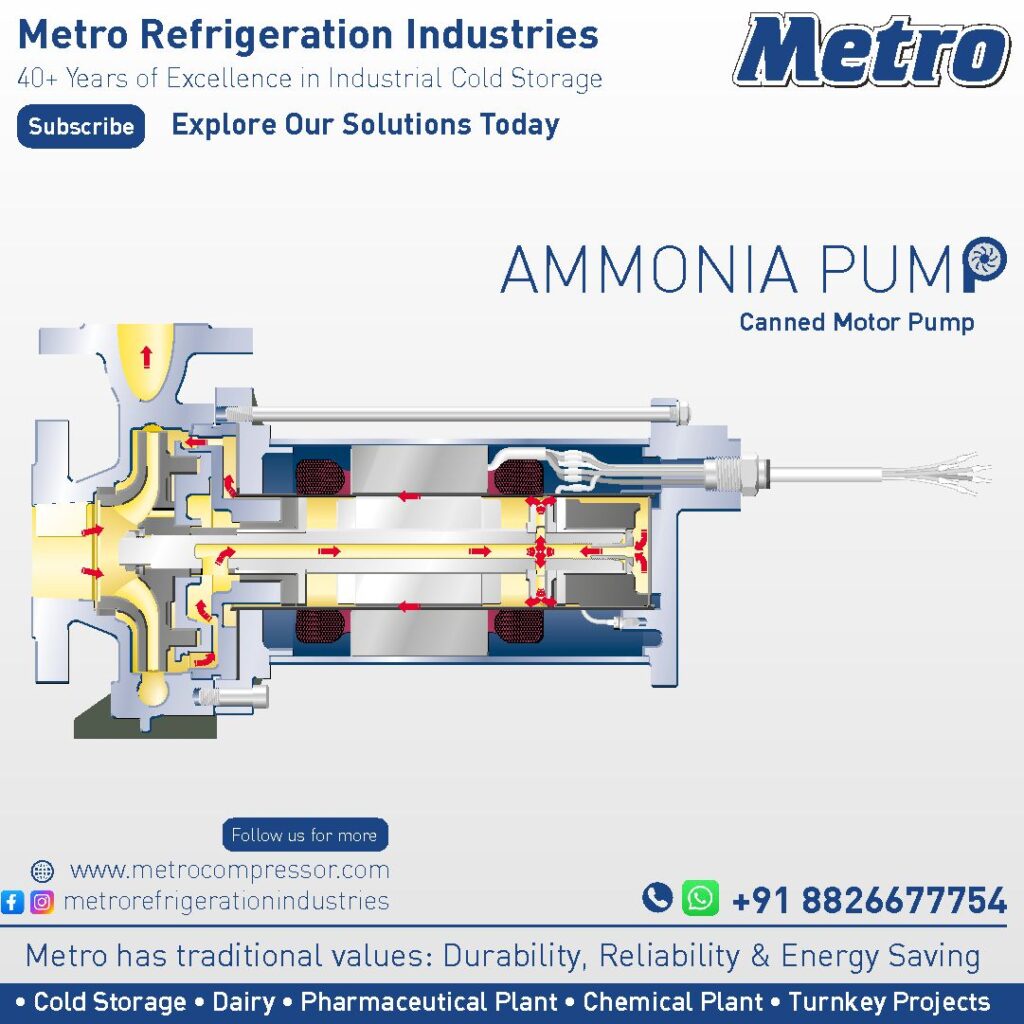
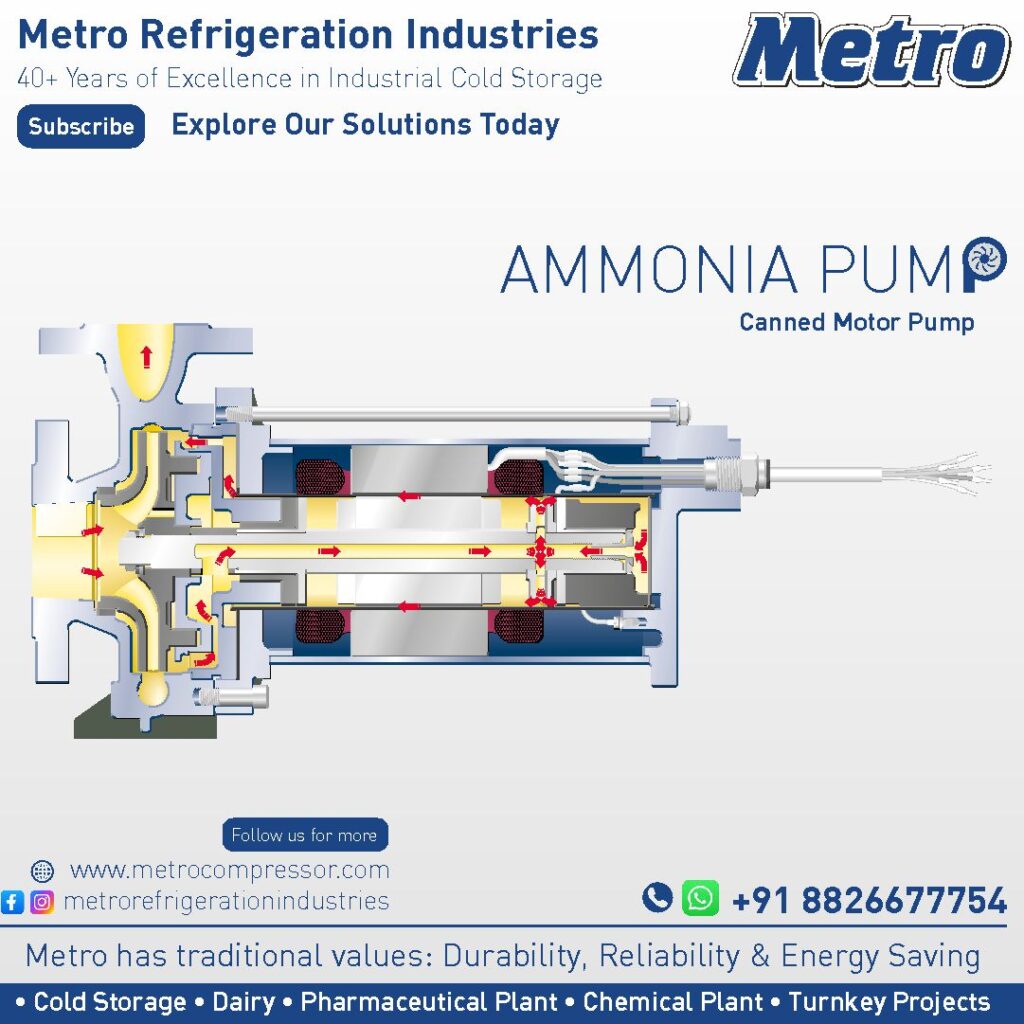
- Ammonia Canned Pumps: Built for reliable ammonia transfer in industrial refrigeration systems.

- Ammonia Valves: Precision-engineered valves for safe and efficient ammonia flow control.

- Bunker Coils: High-efficiency heat transfer coils for industrial refrigeration processes.
- LPR & HPR: Optimize refrigeration system performance with low pressure receivers and high pressure receivers.


- Refrigerant Vessels: Secure and efficient refrigerant storage solutions for industrial use.

- IQF Technology: Advanced freezing technology to preserve food quality and extend shelf life.

- Industrial Ice Bank: Dependable ice storage systems for industrial cooling needs.
- Pillow Plates: Effective heat exchange solutions for refrigeration and industrial applications.
- Axial Fans: Improve airflow and cooling performance with durable axial fans.

- Shell & Tube Condensers: Robust condensers designed for high-capacity industrial refrigeration.
- Ammonia Compressor Components: Ensure optimal operation with precision-engineered ammonia refrigeration compressor components.
- Ammonia Screw Compressors : An ammonia screw compressor is a high-efficiency refrigeration solution widely used in industrial cooling applications. It provides continuous, energy-efficient operation for ammonia-based refrigeration systems in cold storage, dairy, meat processing, pharmaceuticals, and chemical industries.
- High Efficiency – Optimized for energy savings and continuous operation
Industrial Applications – Ideal for cold storage, food processing & pharma
Advanced Technology – Uses precision-engineered screw rotors for reliability
Low Maintenance – Fewer moving parts reduce wear and tear
Eco-Friendly – Ammonia as a refrigerant offers sustainable cooling

Why Choose Metro Refrigeration Industries?
Experience: Over 40 years of expertise in designing and manufacturing meat processing plant solutions.
Global Presence: Serving clients in India and over 30 countries worldwide, including Australia, UAE, Jordan, Turkey, Yemen, Thailand, Sri Lanka, and Nepal.
Cutting-Edge Indo-American Technology: Ensures superior energy efficiency and performance.
Prestigious Clientele: Trusted by Amul, Adani, Namaste India, Patanjali, and more.
Complete Product Line: Comprehensive range of equipment tailored for cold storage, including ammonia compressor, refrigeration evaporator, evaporative condenser, air cooling units, ammonia evaporator coils, ammonia valves, and more.
Best Cold Storage System Equipment and Machineries: Designed for reliability, energy efficiency, and precise temperature control.
Cost-Effective Solutions: Delivering low energy consumption and precise temperature control.

Optimizing Your Cold Storage with Metro Refrigeration
At Metro Refrigeration Industries, we understand the importance of having a reliable and efficient cold storage system. We offer custom cold storage design and can guide you through the cold storage operation to ensure optimal performance. Our engineers are skilled in the optimization of your cold storage system, ensuring it operates at peak efficiency.
Our cold storage plant designs incorporate advanced technology that helps in refrigerated unit optimization, resulting in lower operational costs and improved product quality.

Partner with Metro Refrigeration Industries for Turnkey Cold Storage Solutions
Metro Refrigeration Industries offers industry-leading expertise and technology for all your industrial ammonia refrigeration needs. Whether it’s agriculture, dairy, or industrial refrigeration, we deliver customized, energy-efficient, and cost-effective solutions. Contact us today to explore how our expertise can support your business growth.
Get in touch with us for cost-effective and reliable refrigeration solutions and join the leading names in the industry who trust Metro Refrigeration Industries.
Conclusion
Brine chillers are indispensable in industrial refrigeration, offering unmatched efficiency, precision, and versatility. Whether you are exploring how does a brine refrigeration system work, looking for a brine solution for cooling, or seeking the best brine chiller manufacturers in India, understanding the fundamentals and applications of these systems is crucial.
Metro Refrigeration Industries, with our advanced technology, comprehensive product line, and client-centric approach, remains a trusted partner for all your refrigeration needs. Explore our range of brine chillers today to experience the perfect balance of innovation, performance, and affordability.
Contact Metro Refrigeration Industries
To explore our products and solutions for your refrigeration unit, get in touch:
Location: D-35, Meerut Road Industrial Area, Ghaziabad, Uttar Pradesh – 201 003, INDIA
Email: sales@metrorpl.com
Phone: +91-120-2712176, 2752030, 2757568, 2757269, 2713759
Customer Care: +91 88266 77754
Website: www.metrocompressor.com
Explore more related blogs:
Meat Processing Plant
We specialize in manufacturing cutting-edge refrigeration solutions for meat processing plants, catering to beef, chicken, cattle, seafood, fish, prawns, crabs, and frozen chicken. Our advanced systems CA cold Storage, IQF Freezer, IQF Machine, ensure precise temperature control, freshness, and quality preservation. Trusted by industries for energy efficiency and durability, we provide comprehensive solutions tailored to meet diverse processing needs.
Onion Cold Storage
Air Cooling Units
Ammonia Screw Compressors
Cold Storage Business Guide
Ammonia Refrigeration System
Screw Compressor Ammonia Refrigeration
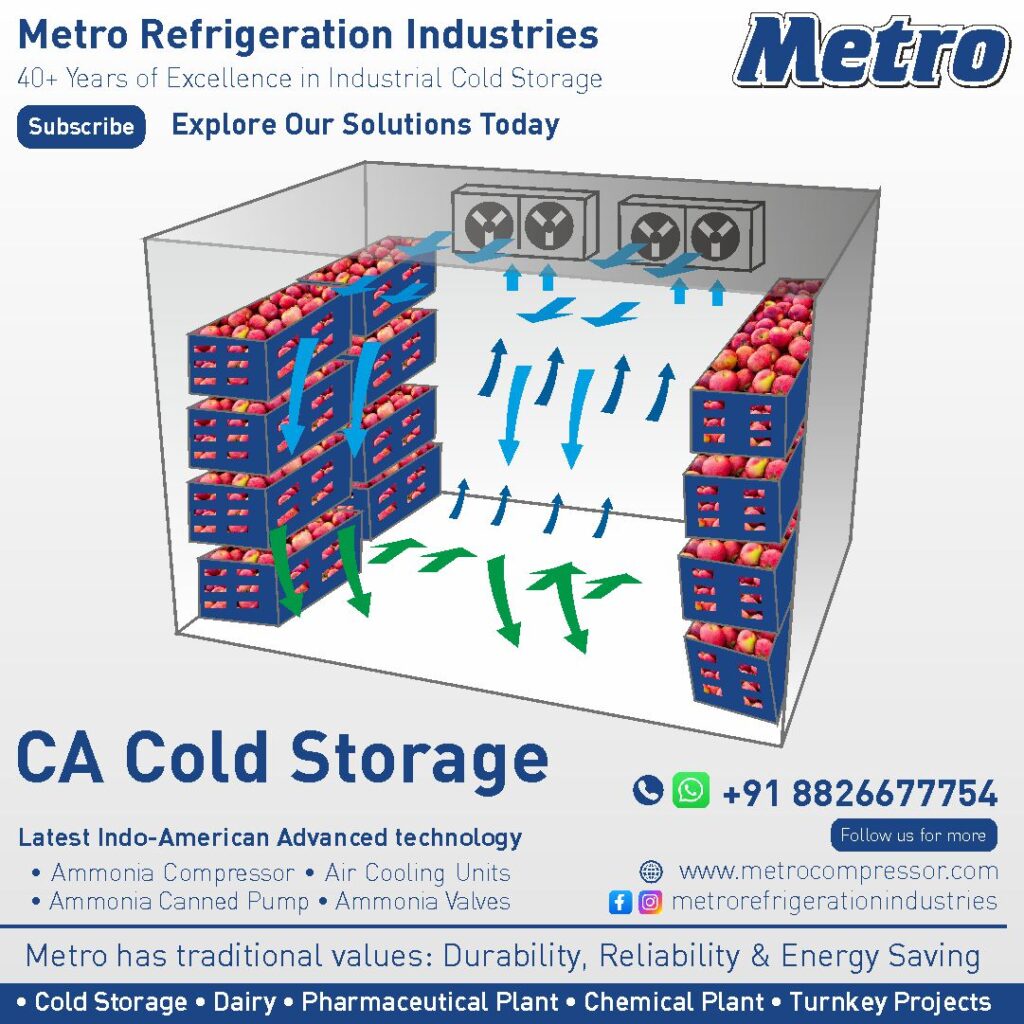
CA Cold Storage
Controlled Atmosphere Cold Storage
Apple Cold Storage
CA Cold Storage Chambers
IQF Technology
Individual Quick Frozen Technology
Blast Freezers
Blast Chillers
Curd Blast Rooms
Curd Incubation Room
Curd Incubation Chamber
Dairy Processing Plant
Dairy Plant
Cold Storage Explained
Ammonia Evaporator
Air Cooling Evaporators
Evaporators
Evaporative Condenser
Cooling Coils
Ammonia Cooling Coils
Ammonia Evaporative Condenser
Ammonia Air Cooling Units